jueves, 18 de agosto de 2011
sábado, 13 de agosto de 2011
Evidencia Nº 1 Elaboración de argollas planas
Evidencia Nº 1 argollas planas
La primera evidencia planteada por parte del instructor y es la elaboración de un par de argollas para hombre y mujer, con medida y peso determinada. Serán elaboradas en Ag Ley 925.
1. Preparación de Ligas y Soldaduras.


Se pesan los materiales a utilizar, en este caso se van a preparar 12 g de Ag ley 925 para ello se le adiciona a 12g de Ag Ley 1000, el 0,75% de peso en Cu, es decir 0,9g, para que la liga quede pesando 12,9g
Con respecto a las soldaduras, de acuerdo al objeto a que se destine, se emplean diferentes composiciones que varían principalmente en fusibilidad. Se prepararon dos tipos de soldaduras, una dura y una media con las siguientes proporciones:
Con respecto a las soldaduras, de acuerdo al objeto a que se destine, se emplean diferentes composiciones que varían principalmente en fusibilidad. Se prepararon dos tipos de soldaduras, una dura y una media con las siguientes proporciones:
1g Ag + 0,30g de Latón = soldadura dura.
Soldadura media que sirve para completar la soldadura de artículos de plata, hecha con soldadura fuerte.
1g Ag + 0,50g de Latón = soldadura media.
2. Fundición.
Antes de iniciar la fundición es necesario emplear los elementos de seguridad requeridos, como gafas protectoras y un extintor cercano en un eventual caso de accidente, que se evitarán haciendo uso adecuado de las herramientas y equipos. Es importante familiarizarse con el manejo del soplete. No se debe encender hasta estar completamente seguro del manejo del mismo. Antes de iniciar el trabajo es necesario revisar el equipo en busca de fugas de gas entre las uniones del soplete, manguera y tanque de gas, utilizando espuma de jabón sobre ellas, en caso de haberlas se deben cerrar inmediatamente todas las válvulas, ventilar el lugar y buscar ayuda para solucionarlas.
Al cerrar las válvulas de gas se debe hacer con firmeza, pero sin forzarla para evitar daños en las uniones y eventuales fugas.
Abrir la llave de gas poco a poco, para regular la salida de gas, de lo contrario puede que el soplete no logre encender debido a la fuerza del gas saliente lo impida o si enciende saldrá una flama muy grande. Es necesario protegerse, por lo que el encendedor se debe ubicar por debajo y detrás de la boquilla del soplete, alejándolo del rostro y las manos. Una vez encendido, se abre la llave paulatinamente para que la flama se haga más grande y se regule al tamaño deseado.
 La flama que se usa en joyería es de tamaño intermedio en forma de cono de un tamaño entre 5 y 8 cm desde la boquilla del soplete hasta la punta.
La flama que se usa en joyería es de tamaño intermedio en forma de cono de un tamaño entre 5 y 8 cm desde la boquilla del soplete hasta la punta.

Al realizar trabajos de soldadura de manera continua, el soplete debe apagarse cuantas veces sea necesario. NO debe dejarse encendido sobre la mesa entre una maniobra y otra ya que se pueden producir accidentes.
Se calienta la cuchara de cerámica con la mezcla de los metales, hasta que se vaya fundiendo, si es necesario adicionar un poco de bórax, para ayudar a fundir con mayor facilidad el material. Cuando está fundido, se puede mezclar con la ayuda de una válvula o una pieza de metal que permita mezclar el metal fundido.


 3. Laminado/trefilado.
3. Laminado/trefilado.



Una vez conseguido el pequeño lingote o trefíl, este se debe limpiar de los restos de bórax que eventualmente hayan podido quedar en la superficie de la pieza, normalmente se eliminan solo con golpes suaves de martillo metálico, ya que el bórax toma una consistencia vítrea muy fácil de romper. Es importante retirar todos los restos de bórax para facilitar los trabajos subsiguientes. Si es necesario se puede sumergir la pieza en una solución de agua y alumbre, dejando hervir por unos minutos hasta que se eliminen todas las impurezas que aún puedan permanecer.
 4. Recocido del metal.
4. Recocido del metal.

Los metales al ser golpeados o estirados se endurecen y se hace muy difíciles de moldear, aplanar o texturizar, razón por la cual es necesario ablandar el metal con fuego, proceso conocido como “recocido”, que consiste en calentar la lámina con el soplete de manera uniforme y paulatina hasta que adquiere un tono rojo, es necesario tener cuidado de sobrecalentar demasiado ya que se puede fundir la pieza. El recocido debe hacerse en principio calentando el material de manera uniforme, para aumentar la temperatura de la lámina, luego se concentra el calor por partes hasta que se vaya consiguiendo el tono rojo, para poder continuar con la sección siguiente. Al recocer la plata, esta tiende a opacarse, esto se considera normal.
Una vez recocida, se deja enfriar a temperatura ambiente para que las moléculas del metal se reacomoden de manera natural y así poder continuar con el trabajo. También se puede sumergir la pieza en un recipiente con agua fría de manera instantánea, pero tiende a doblarse debido al choque térmico, cosa que no sucede si se deja enfriar al ambiente. Cuando esto sucede, se endereza la lámina golpeándola con cuidado con un martillo de madera para no marcar la pieza, mientras se el da forma.
 5. Soldadura.
5. Soldadura.

Una vez formados los aros, con la ayuda de la pinza dobla aros, se unen los extremos hasta que empaten, luego se hace un corte exactamente sobre la unión, sosteniendo la pieza con la antenalla, para asegurar que no queden luces en la junta y la soldadura pueda fusionarlas.



 Es importante que las piezas que se van a soldar se encuentren limpias y libres de grasa (especialmente de crema de manos) ya que de lo contrario la soldadura no podrá adherirse. Para probar la superficie se le pone una gota de agua que debe esparcirse, si se mantiene abultada es muestra de que la superficie tiene grasa. Para eliminarla se puede calentar un poco la pieza con el soplete. El calor quema y evapora la grasa. o simplemente limar las superficies para retirarla.
Es importante que las piezas que se van a soldar se encuentren limpias y libres de grasa (especialmente de crema de manos) ya que de lo contrario la soldadura no podrá adherirse. Para probar la superficie se le pone una gota de agua que debe esparcirse, si se mantiene abultada es muestra de que la superficie tiene grasa. Para eliminarla se puede calentar un poco la pieza con el soplete. El calor quema y evapora la grasa. o simplemente limar las superficies para retirarla.




Una vez limpias y planas las texturas a soldar se colocan sobre un ladrillo o piedra pómez. La soldadura de plata se corta en cuadritos pequeños de 1 a 2 mm, utilizando tijeras para metal, se recomienda no manipular la soldadura con las manos sucias para evitar engrasarla.
En este caso se empleo como fundente el bórax diluido en agua que se aplica con un pincel fino o un corredor sobre la superficie de las piezas que se van a soldar. Si el fundente no se extiende uniformemente, significa que la superficie tiene grasa y esta se debe eliminar antes de continuar. Después de aplicar el fundente se puede calentar ligeramente la superficie.
Los fundentes en pasta como el bórax cuando se secan al fuego, pueden crecer en principio para bajar posteriormente y dar un aspecto de esmalte. Del mismo modo toman en principio un color blanquecino opaco.
Se ubica el aro en posición horizontal, poniendo dos puntos de soldadura en los extremos superior e inferior del aro, se adiciona un poco de bórax disuelto en agua, que sirve como fundente.
Se inicia calentando la pieza por el extremo opuesto a los puntos de soldadura, con el fin de mantener una temperatura constante sobre toda la pieza. A medida que se va calentando el aro comienza tomar una tonalidad rosada, en este punto se acerca el fuego al punto de unión hasta que la soldadura comienza a fundirse, al iniciarse este proceso se debe retirar el fuego lentamente para que se expanda a los espacios vacíos entre los extremos del aro y se vuelve transparente. Se deja enfriar a temperatura ambiente.
6. Pulido.
Se inicia calentando la pieza por el extremo opuesto a los puntos de soldadura, con el fin de mantener una temperatura constante sobre toda la pieza. A medida que se va calentando el aro comienza tomar una tonalidad rosada, en este punto se acerca el fuego al punto de unión hasta que la soldadura comienza a fundirse, al iniciarse este proceso se debe retirar el fuego lentamente para que se expanda a los espacios vacíos entre los extremos del aro y se vuelve transparente. Se deja enfriar a temperatura ambiente.
6. Pulido.
Armadas las argollas, estas se ubican en la estaca metálica y con ayuda de un martillo de metal y madera, se van alisando y dando la firma circular con base en golpes no muy fuertes, hasta que el metal se valla acomodando y dando una forma circular. Es necesario invertir la posición de la argolla en la estaca, para evitar que el aro tome la forma cónica y mantener una forma cilíndrica más o menos uniforme.
Es necesario limar y lijar las piezas. Se inicia con lijas de grano grueso de acuerdo con el grado de maltrato que presente la lámina. Siempre iniciando con las lijas de grano más grueso para eliminar las imperfecciones. El proceso debe hacerse siempre de manera ordenada, iniciando por un extremo y avanzando paulatinamente hasta cubrir la totalidad de la pieza. Cuando se llega a las lijas más finas la pieza de plata se vuelve más sensible a las marcas, por lo que se debe evitar que esta sufra golpes o roce con otros objetos. Para ello se puede colocar sobre la astillera una hoja de papel o cuero.

 7. Brillado.
7. Brillado.


Una vez terminado de lijar todas las superficies se inicia el brillado, empleando dos tipos de felpas de algodón con pasta para pulir y máquina pulidora. Es necesario utilizar los lentes de seguridad y si es necesario un tapabocas para proteger los pulmones durante el proceso. Se coloca la felpa en la pulidora, se enciende y se impregna con la pasta. Se comienza el proceso por secciones ordenadas al igual que el lijado, aplicando constantemente pasta ya que las partículas abrasivas que la conforman son las que van dando brillo a las piezas. Se pasa la pieza por la primera felpa más firme, empleando un poco de tiza de brillo blanca, hasta conseguir un brillo parejo y sin manchas. A continuación continua el brillado con una felpa más suave y tiza de brillo verde. Este proceso hace que las piezas se calienten debido a la fricción, esto es normal e indica que se está ejerciendo buena presión sobre la felpa, por esto es necesario emplear un pedazo de cuero, para sostener la pieza durante el proceso, si no se es muy tolerante al calor.

 Después de terminar de pulir la pieza, es necesario lavarla con agua y jabón suave para eliminar todos los rastros de pasta de pulir, con ayuda de un cepillo de cerda suave. Posteriormente se seca con un paño limpio de algodón.
Después de terminar de pulir la pieza, es necesario lavarla con agua y jabón suave para eliminar todos los rastros de pasta de pulir, con ayuda de un cepillo de cerda suave. Posteriormente se seca con un paño limpio de algodón.


 |
| Samantha Valdez |
 |
| Alejandra Cabezas |
 |
| Antonio Oviedo |
 |
| Carolina González |
 |
| Diana Moreno |
 |
| Fernando Sedano |
 |
| Natalia Molina |
 |
| Hellen Quiroga |
 |
| Nelson Pinto |
 |
| Beatriz Sánchez |
 |
| Olga Beltrán |
 |
| Diana Briseño |
 |
| Claudia Gallo |
 |
| Sandra Toscano |
 |
| Jaqueline Mendoza |
 |
| Sandra Barraza |
 |
| Yolanda Casallas |
 |
| Elizabeth Ramirez |
Pendientes las fotografías de los trabajos finales de:
Geraldine Arias, Melissa Gómez, Johanna Gualteros, Laura Ruíz, Elizabeth Salazar y Cecilia Spanger
Curado de cucharas
Curado de cucharas
Es necesario destinar una cuchara de cerámica exclusiva para cada uso.
· Preparación de Ligas
· Preparación de soldaduras
Materiales Necesarios
1. Cucharas de cerámica
2. Bórax
3. Alcohol metílico
4. Encendedores
5. Gas propano
Proceso
Se adiciona bórax mezclado con alcohol metílico, se enciende el alcohol hasta que este se consuma por completo. En ese momento se adiciona calor con el soplete hasta que el bórax se comienza a derretir, momento en que se mueve la cuchara para distribuir el bórax fluido sobre toda la superficie de la cuchara, sin olvidar las vertederas. Se puede adicionar bórax si se considera necesario, para cubrir toda la superficie. Finalmente se deja enfriar a temperatura ambiente.
 | ||||||||
Bórax en la cuchara de cerámica.
|




 |
Cuando el bórax está fundido y fluye, se mueve la cuchara con el fin de cubrir toda la superficie interna de la cuchara y por ende todas las imperfecciones, incluidas las vertededas.  |
viernes, 5 de agosto de 2011
Medición
Pie de Rey
Pie de Rey
Calibrador, cartabón de corredera, pie de rey, pie de metro, pie a coliza, o Vernier, es un instrumento para medir dimensiones de objetos relativamente pequeños, centímetros hasta fracciones de milimetros (1/10 de milímetro, 1/20 de milímetro, 1/50 de milímetro).
Es un instrumento sumamente delicado y debe manipularse con cuidado y delicadeza, con precaución de no rayarlo ni doblarlo (en especial, la coliza de profundidad). Deben evitarse especialmente las limaduras, que pueden alojarse entre sus piezas y provocar daños.
Consta de una "regla" con una escuadra en un extremo, sobre la cual se desliza otra destinada a indicar la medida en una escala. Permite apreciar longitudes de 1/10, 1/20 y 1/50 de milímetro utilizando el nonio. Mediante piezas especiales en la parte superior y en su extremo, permite medir dimensiones internas y profundidades. Posee dos escalas: la inferior milimétrica y la superior en pulgadas.
- Mordazas para medidas externas.
- Mordazas para medidas internas.
- Coliza para medida de profundidades.
- Escala con divisiones en centímetros y milímetros.
- Escala con divisiones en pulgadas y fracciones de pulgada.
- Nonio para la lectura de las fracciones de milímetros en que esté dividido.
- Nonio para la lectura de las fracciones de pulgada en que esté dividido.
- Botón de deslizamiento y freno.
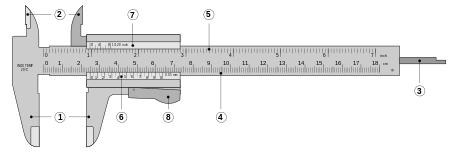 |
| Partes de un Pie de Rey |
Micrómetro (instrumento)

El micrómetro, que también es denominado tornillo de Palmer, calibre Palmer o simplemente palmer, es un instrumento de medición para elementos pequeños; su funcionamiento se basa en un tornillo micrométrico que sirve para valorar el tamaño de un objeto, en un rango de centésimas o de milésimas de mm, 0,01 mm ó 0,001 mm (micra) respectivamente.
Para proceder con la medición posee dos extremos que son aproximados mutuamente merced a un tornillo de rosca fina que dispone en su contorno de una escala grabada, la cual puede incorporar un nonio. La longitud máxima mensurable con el micrómetro de exteriores es de 25 mm normalmente, si bien también los hay de 0 a 30, siendo por tanto preciso disponer de un aparato para cada rango de tamaños a medir: 0-25 mm, 25-50 mm, 50-75 mm...
Además, suele tener un sistema para limitar la torsión máxima del tornillo, necesario pues al ser muy fina la rosca no resulta fácil detectar un exceso de fuerza que pudiera ser causante de una disminución en la precisión.
Suscribirse a:
Entradas (Atom)